Acciai inossidabili Elettrodo manuale E347-16 Giunzione di fabbricazione di saldatura






Applicazione
Hè adattatu per a saldatura di 18%Cr-8%Ni-Nb in acciaio inox (SUS347) è 18%Cr-8%Ni-Ti inossidabile (sus321) in l'industria petrochimica, vasi à pressione, machini alimentari, machini medichi, fertilizzanti chimichi è altre industrii.
Organismo di certificazione: ABS, CCS, DNV/GL, CE, JIS

COMPONETE CHIMICA:
| LEGA (pesu %) | C | Mn | Si | Cr | Ni | Mo | P | S | altru | |
| REGULI GB/T | 0,08 | 0,5-2,5 | 1.00 | 18.0-21.0 | 9.0-11.0 | 0,75 | 0,04 | 0,03 | Cu0.75/Nb: 8C-1.00 | |
| RÈGLE AWS | 0,08 | 0,5-2,5 | 1.00 | 18.0-21.0 | 9.0-11.0 | 0,75 | 0,04 | 0,03 | Cu0.75/Nb: 8C-1.00 | |
| VALORE ESEMPIU | 0,041 | 1.55 | 0,7 | 19.7 | 9.4 | 0.2 | 0,028 | 0,003 | Cu0,13/Nb0,50 | |
PROPRIETÀ MECANICA:
| PROPRIETATE | FORZA DI RENDIMENTO (MPa) | FORZA DI ETENSIONE (MPa) | VALORE IMAPACT J/℃ | allungamentu (%) | ||||
| REGULI GB/T | - | 520 | - | 25 | ||||
| RÈGLE AWS | - | 520 | - | 30 | ||||
| VALORE ESEMPIU | - | 645 | - | 34 | ||||
PARAMETRI DI SALDATURA CONSIGLIATI:
| SPECIFICHE DI DIAMETRI (mm) | 2,0 * 250 | 2,6 * 300 | 3,2 * 350 | 4,0 * 350 | 5,0 * 350 | |||||
| ELECTRICITÀ (Amp) | H/W | 50-75 | 70-95 | 80-120 | 110-160 | 160-190 | ||||
| O/W | 20-50 | 45-80 | 70-110 | 90-135 | - | |||||
L'elettrodu di manu in acciaio inox di titaniu calciu, a cumpusizioni principale hè 18%Cr-9%Ni-Nb; L'aghjunghje Nb nantu à a basa di 308 pò migliurà efficacemente a resistenza à a corrosione, in particulare u rendiment di corrosione intergranular;


Arcu stabile, bella forma, ondulazione delicata, pocu splash, eliminazione faciule di scorie, bona resistenza à u focu, bona resistenza à a porosità.



Ningbo Honest Metal Materials Co, Ltd. hè una cumpagnia prufessiunale di saldatura internaziunale in ricerca è sviluppu, produzzione, vendita è gestione indipendenti. Hè statu stabilitu in 2020.






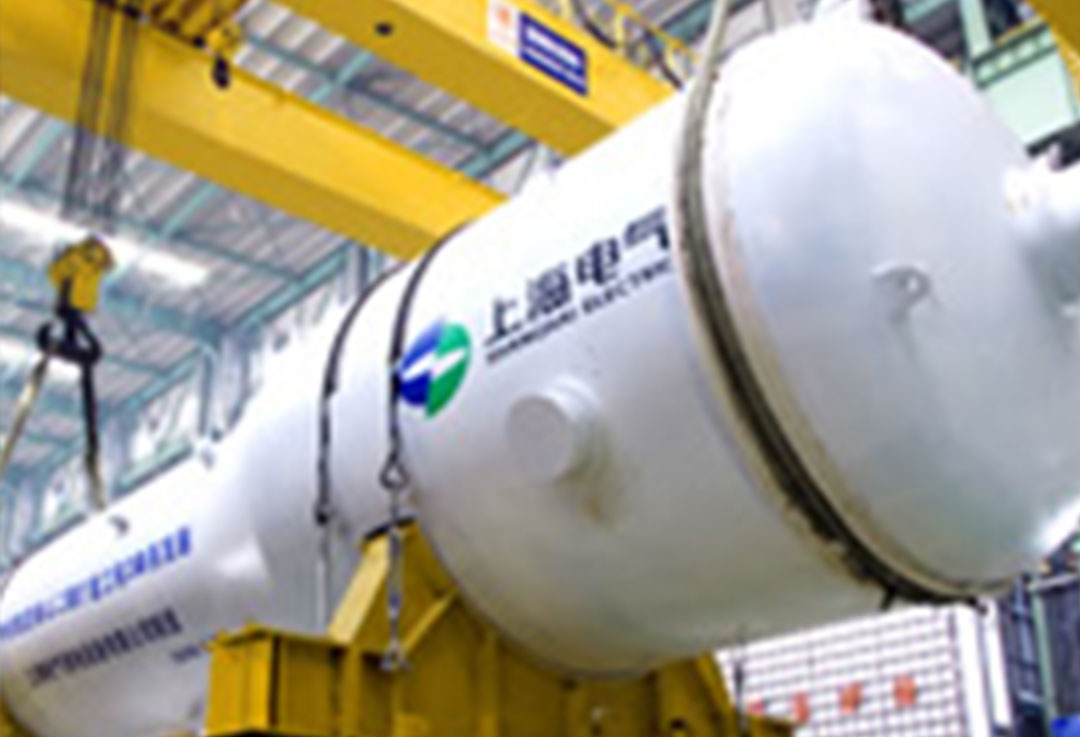
300.000 tonnellate di bulk carrier
Trè porta 2 # ùn hè micca attivu
Supercore SG

COMPONETE CHIMICA:
| LEGA (pesu %) | C | Mn | Si | Cr | Ni | Mo | P | S | altru | |
| REGULI GB/T | 0,08 | 0,5-2,5 | 1.00 | 18.0-21.0 | 9.0-11.0 | 0,75 | 0,04 | 0,03 | Cu0.75/Nb: 8C-1.00 | |
| RÈGLE AWS | 0,08 | 0,5-2,5 | 1.00 | 18.0-21.0 | 9.0-11.0 | 0,75 | 0,04 | 0,03 | Cu0.75/Nb: 8C-1.00 | |
| VALORE ESEMPIU | 0,041 | 1.55 | 0,7 | 19.7 | 9.4 | 0.2 | 0,028 | 0,003 | Cu0,13/Nb0,50 | |
PROPRIETÀ MECANICA:
| PROPRIETATE | FORZA DI RENDIMENTO (MPa) | FORZA DI ETENSIONE (MPa) | VALORE IMAPACT J/℃ | allungamentu (%) | ||||
| REGULI GB/T | - | 520 | - | 25 | ||||
| RÈGLE AWS | - | 520 | - | 30 | ||||
| VALORE ESEMPIU | - | 645 | - | 34 | ||||
PARAMETRI DI SALDATURA CONSIGLIATI:
| SPECIFICHE DI DIAMETRI (mm) | 2,0 * 250 | 2,6 * 300 | 3,2 * 350 | 4,0 * 350 | 5,0 * 350 | |||||
| ELECTRICITÀ (Amp) | H/W | 50-75 | 70-95 | 80-120 | 110-160 | 160-190 | ||||
| O/W | 20-50 | 45-80 | 70-110 | 90-135 | - | |||||
-
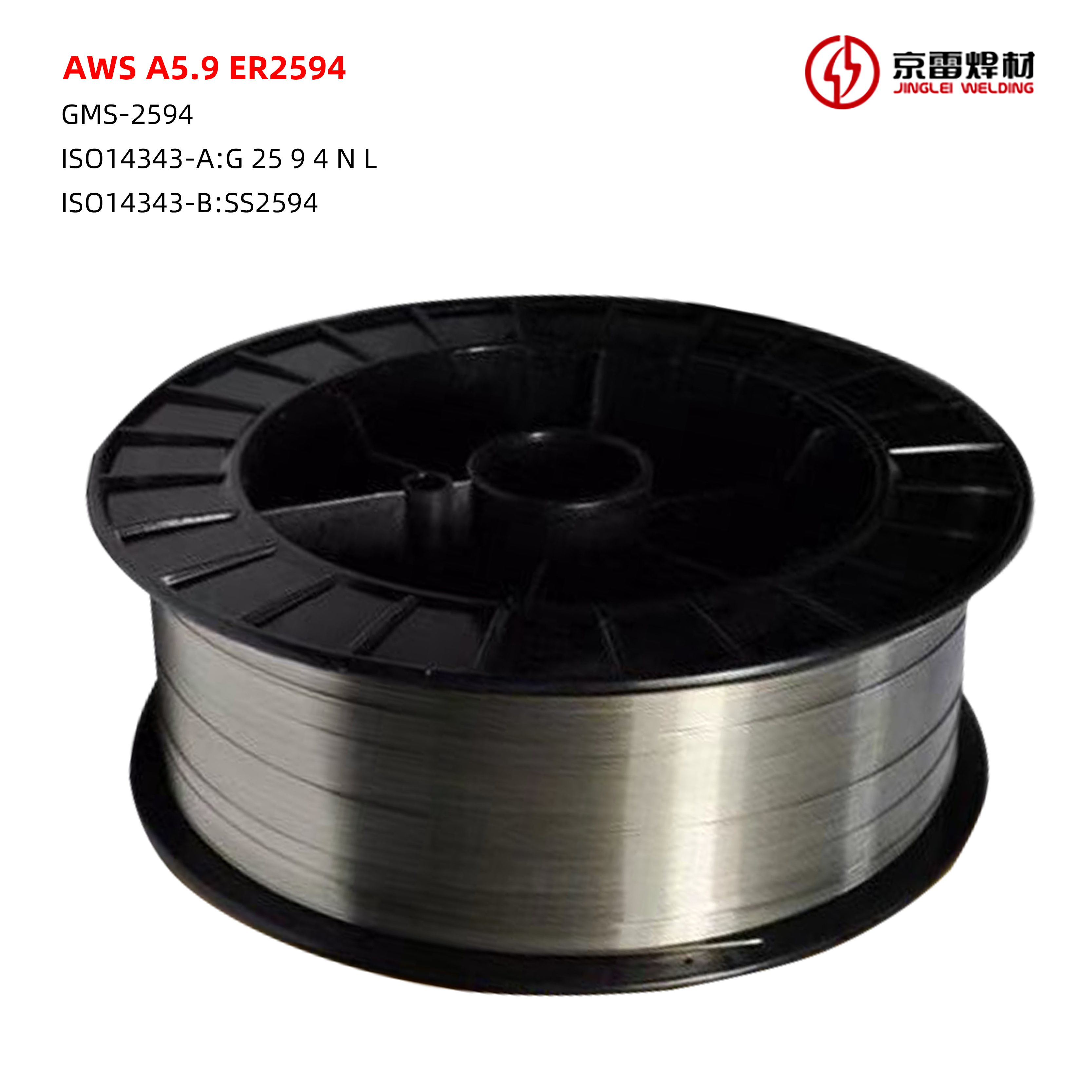
Filo di saldatura MIG per l'acciaio inossidabile ER2594 minerale ...
-

Filo di Saldatura TIG Per Acciaio Inox ER308L jac...
-

Fil fourré en acier inoxydable E308HT1-1 Sens...
-

Acciai inossidabili SAW fil di saldatura ER309LMo è ...
-

Acciai inossidabili SAW filu di saldatura ER309L è fl...
-

Filo di saldatura TIG per saldatura in acciaio inox ER430...





